
Fixer un produit, un service numérique ou un composant sans figer son coût dès le départ mène presque toujours au même scénario : arbitrages tardifs, fonctionnalités conservées par habitude et qualité payée trop cher. La logique du design to cost consiste à inverser ce réflexe : le coût cible devient une contrainte de conception, pas un correctif de fin de projet. Dans cet article, je détaille la méthode, la façon de poser un objectif crédible, les leviers qui font baisser la facture sans dégrader la qualité, et les erreurs qui ruinent souvent l’approche.
Les points à garder en tête avant de lancer la démarche
- Le coût ne se corrige pas efficacement à la fin : il se dessine surtout au moment des choix d’architecture, de composants et de périmètre.
- Un coût cible crédible se calcule à partir du marché, de la marge attendue et du coût total de possession, pas seulement du prix de vente.
- La méthode fonctionne mieux quand les équipes produit, qualité, achats et industrialisation travaillent sur la même base chiffrée.
- Réduire le coût ne veut pas dire baisser la qualité : l’enjeu est d’éliminer la surqualité, la complexité inutile et les reprises tardives.
- Les gains les plus solides viennent souvent de la standardisation, de la simplification fonctionnelle et d’une meilleure maîtrise fournisseurs.
Ce que recouvre vraiment la conception à coût cible
Le design to cost n’est pas un exercice de coupe budgétaire. C’est une manière de concevoir en partant d’un coût admissible, puis de faire entrer le produit, le service ou le système dans cette enveloppe sans trahir les exigences de performance et de qualité. La nuance compte, parce qu’un produit “moins cher” à fabriquer peut coûter plus cher à l’exploitation, au support ou au SAV.Je préfère distinguer trois niveaux dès le départ : le coût de développement, le coût de série ou de fourniture, et le coût total de possession. Dans un projet IT, cela revient à séparer le budget de construction, le coût d’intégration, puis les coûts de maintenance, de sécurité et d’hébergement. Sur un matériel industriel, on ajoute la fabrication, l’assemblage, la logistique et la maintenabilité.
| Notion | Ce que je regarde | Erreur fréquente |
|---|---|---|
| Coût de conception | Études, prototypes, validation, itérations | Le confondre avec le coût récurrent de fabrication |
| Coût de série | Matières, assemblage, outillage, temps de production | Oublier les écarts créés par la qualité ou les rebuts |
| Coût total de possession | Maintenance, support, mises à jour, énergie, fin de vie | Choisir l’option la moins chère à l’achat et la plus chère à l’usage |
Le point clé est simple : plus tôt je fixe les règles du jeu, plus j’ai de marge pour agir. NASA le rappelle souvent dans ses travaux sur la conception orientée coût, et Airbus décrit aussi l’intérêt d’intégrer des experts coût dès la phase de design. C’est ce passage en amont qui transforme une ambition de réduction en décision d’architecture. À partir de là, la vraie question devient : comment poser un coût cible défendable, pas seulement ambitieux ?
Comment construire un coût cible crédible
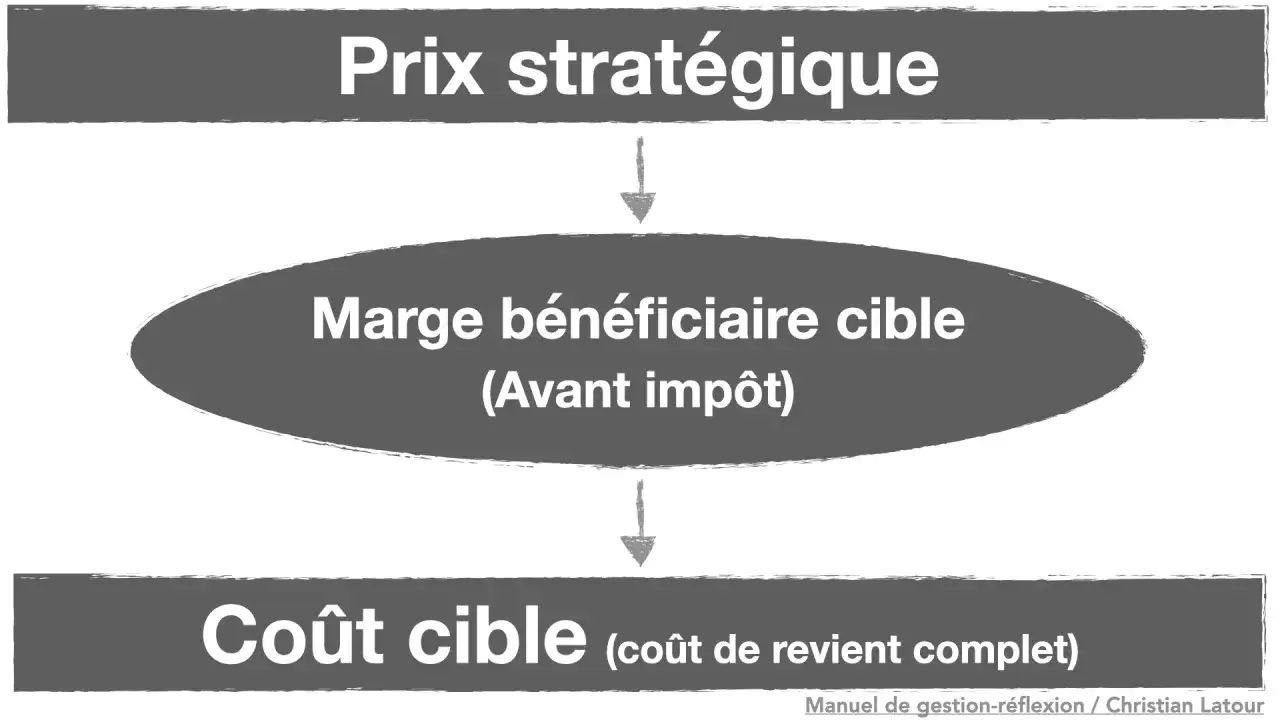
Je pars toujours du marché, pas du tableur. Un coût cible sérieux part d’un prix de vente possible, d’un budget contractuel, ou d’une valeur perçue par le client, puis retire la marge nécessaire, les risques et les coûts d’exploitation que l’on ne voit pas toujours au premier regard. Dans un produit physique, cette logique est souvent appelée coût admissible ; dans un produit numérique, elle sert à cadrer la taille du projet et son coût de vie.
Un exemple simple aide à clarifier. Si le marché accepte un prix de 120 €, que la marge brute visée est de 30 €, le coût maximal admissible est de 90 €. Si je veux garder 5 € de réserve pour les aléas de développement ou de qualification, j’essaie de concevoir vers 85 € pour ne pas arriver déjà au bord de la rupture.
| Élément | Valeur exemple | Lecture métier |
|---|---|---|
| Prix de vente visé | 120 € | Ce que le marché ou le contrat peut absorber |
| Marge brute cible | 30 € | Ce qui finance la rentabilité et l’investissement |
| Coût admissible | 90 € | Le plafond à ne pas dépasser |
| Réserve de risque | 5 € | La marge pour les imprévus techniques ou qualité |
| Coût cible de conception | 85 € | L’objectif réel donné aux équipes |
Je recommande ensuite de décomposer ce coût en blocs fonctionnels : ce qui crée de la valeur pour l’utilisateur, ce qui est indispensable à la conformité, et ce qui relève de la complexité héritée. C’est là que les projets se révèlent souvent : on découvre qu’une partie du budget sert à entretenir des options peu utilisées, des interfaces trop nombreuses ou des exigences internes devenues obsolètes. Une fois cette base claire, on peut agir sur les bons leviers au lieu de seulement “couper dans le gras”.
Les leviers de conception qui font vraiment bouger le coût
Les économies solides ne viennent presque jamais d’une seule astuce. Elles viennent d’un ensemble de décisions simples, répétées tôt, et cohérentes entre elles. NASA rappelle que beaucoup d’arbitrages de coût se verrouillent très tôt dans le cycle de conception, et Airbus montre aussi l’intérêt d’intégrer les spécialistes coût au cœur du design. Autrement dit, si l’architecture est déjà figée, il reste surtout de la cosmétique.
Réduire la complexité avant de réduire le budget
Je regarde d’abord le nombre de variantes, d’interfaces et de dépendances. Une architecture trop sophistiquée coûte cher à développer, à tester, à qualifier et à maintenir. Dans le numérique, cela peut vouloir dire moins de modules sur mesure, moins d’intégrations fragiles et moins de flux spécifiques. Dans l’industrie, cela se traduit souvent par un nombre réduit de pièces, de fixations ou de versions.
Standardiser ce qui peut l’être
La standardisation n’est pas l’ennemie de l’innovation ; elle en est souvent le support. Réutiliser des composants communs, harmoniser les briques techniques ou limiter les références fournisseurs permet de simplifier les achats, la qualité et la maintenance. J’y vois aussi un effet très concret sur la vitesse d’exécution : moins de cas particuliers, donc moins de temps perdu à traiter des exceptions.
Tester les coûts de fabrication et d’assemblage tôt
Un design élégant sur le papier peut devenir coûteux dès qu’il faut l’industrialiser. C’est là qu’entrent en jeu le DFM et le DFA, c’est-à-dire le design for manufacturing et le design for assembly : concevoir pour fabriquer et pour assembler facilement. Plus les tolérances sont réalistes, plus les accès sont simples et plus les opérations sont répétables, plus le coût baisse sans sacrifier la robustesse.
Lire aussi : Gestion d'incidents IT - Rétablissez vos services sans improviser
Traiter la qualité comme un levier économique
La qualité n’est pas un supplément de luxe. Un défaut qui sort en production, en recette ou chez le client génère du tri, de la reprise, du support et parfois de la perte de réputation. Le bon réflexe consiste donc à investir là où la qualité évite des coûts invisibles : revues de conception, FMEA pour anticiper les modes de défaillance, QFD pour relier la voix du client aux exigences techniques. La FMEA, ou analyse des modes de défaillance et de leurs effets, est particulièrement utile quand un défaut tardif serait très cher à corriger.
Je regarde aussi les fournisseurs autrement : au lieu de leur demander seulement un prix bas, je leur demande une solution compatible avec le coût cible, la qualité attendue et les contraintes de délai. C’est souvent là que les meilleurs gains apparaissent, parce qu’on évite de reporter les coûts ailleurs dans la chaîne. Une approche trop agressive sur le prix d’achat finit souvent par revenir plus cher en non-qualité ou en continuité de service. Cette logique amène naturellement à la manière de piloter le projet sans casser l’équilibre global.
Comment piloter la méthode dans un projet sans sacrifier la qualité
Pour que l’approche tienne, il faut un pilotage visible. Je préfère la traiter comme une contrainte de projet au même niveau que le périmètre et le délai, autrement dit la triple contrainte classique. Si le périmètre s’élargit sans que le coût ou la qualité soient réajustés, on finit presque toujours par créer de la dette technique, des retards ou des compromis mal assumés.
Le bon dispositif repose sur quelques points très concrets : un coût cible versionné, un coût estimé mis à jour à chaque jalon, des hypothèses explicites et un comité de changement capable d’arbitrer vite. Dans un projet digital, cela peut être une revue de backlog et d’architecture ; dans un projet industriel, une revue de conception et une gestion de configuration plus stricte. L’idée n’est pas de bloquer toute évolution, mais de rendre chaque dérive visible avant qu’elle ne devienne irréversible.
| Indicateur | Ce qu’il mesure | Pourquoi je le surveille |
|---|---|---|
| Écart coût cible / coût estimé | Dérive de conception | Il signale que le projet s’éloigne de l’objectif |
| Coût de non-qualité | Retouches, incidents, support, SAV | Il révèle si la baisse de coût est artificielle |
| Taux de réutilisation standard | Part des briques communes | Il montre si la complexité est maîtrisée |
| Nombre de changements après gel | Stabilité de la définition | Il mesure le risque de dérive tardive |
| Temps de cycle de validation | Rapidité de décision | Il évite de laisser grossir les coûts indirects |
Je conseille aussi de relier ce pilotage à des revues qualité courtes, mais fréquentes. Une revue FMEA, une vérification QFD et un point fournisseur au bon moment valent souvent mieux qu’une grosse séance de rattrapage à la fin. Si le coût baisse mais que les incidents montent, la méthode a échoué. Le vrai résultat, c’est un coût maîtrisé et une qualité plus stable, pas l’un au détriment de l’autre.
Les erreurs qui font dérailler l’approche
La première erreur consiste à confondre coût bas et valeur basse. Un produit apparemment économique peut devenir très cher à maintenir, à corriger ou à faire évoluer. Je me méfie surtout des projets qui optimisent le prix d’achat sans regarder le coût total de possession : c’est souvent là que la facture réelle explose.
La deuxième erreur, plus subtile, consiste à déplacer le problème vers les fournisseurs. Quand on leur impose seulement un objectif de prix, ils compensent parfois par des matériaux moins robustes, des marges de sécurité plus faibles ou une qualité de service réduite. Le coût diminue sur la ligne d’achat, puis remonte ailleurs. C’est précisément ce que la méthode cherche à éviter.
- Surqualité inutile : trop de performance là où le client ne la paie pas.
- Complexité cachée : variantes, options et exceptions qui alourdissent tout le cycle de vie.
- Arbitrage tardif : on attend la fin du projet pour revoir l’architecture, alors que le coût est déjà verrouillé.
- Qualité traitée en fin de course : on corrige après coup au lieu d’intégrer la robustesse dans le design.
- Optimisation locale : une équipe gagne sur son lot, mais le système entier perd.
Je vois aussi souvent une autre dérive : garder un budget figé alors que le besoin évolue. Dans ce cas, le projet devient un exercice de tension permanente, et tout le monde finit par bricoler des compromis. Mieux vaut expliciter les arbitrages dès le début que faire semblant de tout tenir en même temps. Cette lucidité permet de choisir quand la méthode est pertinente et quand elle devient contre-productive.
Quand je recommande cette méthode, et quand je la freine
Je recommande une approche de coût cible quand le marché est concurrentiel, quand le volume justifie l’effort d’optimisation, ou quand la maintenance future pèsera lourd dans le résultat. Elle est aussi très utile pour les produits numériques, les plateformes internes et les programmes d’industrialisation, parce qu’elle oblige à penser le coût de développement, d’intégration et d’exploitation comme un seul système.
Je la freine en revanche quand le besoin est encore très exploratoire, quand l’innovation repose sur beaucoup d’incertitude, ou quand la valeur du projet vient surtout de l’apprentissage et non de la standardisation. Dans ces cas-là, vouloir figer trop tôt le coût peut tuer les bonnes options avant même qu’elles aient été testées. La bonne question n’est donc pas “peut-on tout optimiser ?”, mais “qu’est-ce qu’on doit figer maintenant, et qu’est-ce qu’on doit encore laisser ouvert ?”.
Mon test simple est le suivant : si une modification d’architecture, de périmètre ou de chaîne d’approvisionnement peut encore faire baisser le coût sans casser la qualité, la méthode a du sens. Si l’on se contente de couper dans le budget sans toucher aux choix structurants, on n’est plus dans le design to cost, on est dans la réduction défensive. Et c’est rarement là que naissent les projets solides.